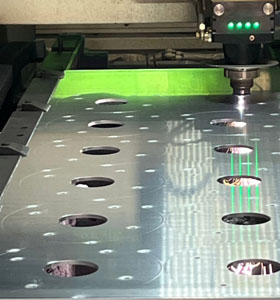
Aluminum Alloy Laser Cutting Service
|
 |
|||
 |
 |
 |
 |
|
| 0.4-16mm | High-purity Nitrogen / Compressed Air (cost-effective alternative) | Oxide layer at kerf <0.05mm, burr-free, Heat-Affected Zone (HAZ) <0.3mm. | 5052/6061/6063/7075/5083 | |
|
|
|
|
|
|
Material Properties & Processing Correlation Deep Dive
| Material Characteristics | Impact on Laser Cutting & Countermeasures | ||
| 1. High Reflectivity (especially on non-oxidized surfaces) |
Challenge: Low absorption of common infrared laser light results in poor energy utilization and difficulty initiating cuts. Solution: Use high-power fiber lasers or combine with blue lasers to improve absorption; apply surface pretreatment or absorbent coatings to assist piercing. |
||
| 2. High Thermal Conductivity |
Advantage: Rapid heat dissipation leads to a relatively narrow Heat-Affected Zone (HAZ). Challenge: Heat dissipates easily, requiring higher energy density to maintain a continuous kerf. Solution:Utilize lasers with high peak power and excellent beam quality, combined with high-pressure assist gas to eject molten material. |
||
| 3. Prone to Oxidation, with Large Difference Between Melting Point and Oxide Film Melting Point |
Challenge: Molten aluminum rapidly oxidizes to form high-melting-point aluminum oxide (Al₂O₃), hindering cutting continuity and easily causing dross and a rough cut surface. Solution: Use high-purity nitrogen or argon to isolate oxidation, ensuring sufficient gas pressure to penetrate the molten pool. |
||
Cutting Challenges & Our Process Solutions

|

|
|
Challenge 1: Rough Cut Surface & Bottom Dross Our Solutions: Gas Purity & High-Pressure Tech: Use nitrogen with >99.99% purity paired with high-pressure vortex ring nozzles to fully eject molten material and prevent re-adhesion. Pulsed Cutting Mode: Employ high-frequency pulsed lasers to reduce heat input, control molten pool size, and achieve finer cut texture. Dynamic Focus Adjustment: Adjust focal position in real time based on sheet thickness for uniform energy distribution. |
Challenge 2: Thermal Cracking & Micro-porosity (esp. for high-strength alloys like 7075) Our Solutions: Ultra-High Speed & Low Heat Input: Use extreme cutting speeds (with ultra-high power lasers) to shorten thermal exposure, preventing element segregation and cracking. Pre-heat/Slow Cool (Optional): For highly sensitive alloys, apply auxiliary pre-heating or post-cut slow cooling to relieve internal stress. Parameter Expert Database: Access dedicated power-speed-pressure-pulse parameter sets for different aluminum series (e.g., 5xxx soft, 6xxx medium, 7xxx high strength). |
Recommended Process Window for Aluminum alloy Laser Cutting
(Using 6061 as an Example)
| Thickness | Recommended Power | Cutting Gas | Expected Surface Quality |
| <1mm | 1-3KW | High-purity Nitrogen | Bright, nearly oxidation-free kerf. Controllable burr. Suitable for precision electronic components. |
| 1-3mm | 3-6KW | High-purity Nitrogen | Smooth surface with a slight oxidation layer (<0.03mm). Ready for direct anodizing or painting. |
| 3-8mm | 6KW+ | High-purity Nitrogen | Stable cut with uniform striation pattern. Minor soft dross at the bottom, easily removable. |
| >8mm | 12KW |
High-purity Nitrogen |
Ensures full penetration. Key to control kerf perpendicularity and taper. Requires extremely high gas purity and pressure. |
Finished Product Gallery and Application Scenarios
 |
 |
 |
 |
|
Motion & Structural Parts for Automation Material: 6061 Aluminum alloy | Thickness: 3mm | Process: Controlled high-speed laser cutting of medium-thick aluminum alloy. | Value: Enables complex contours and precision hole positioning with clean-cut edges, providing a perfect foundation for secondary CNC machining and surface finishing (sanding, anodizing). |
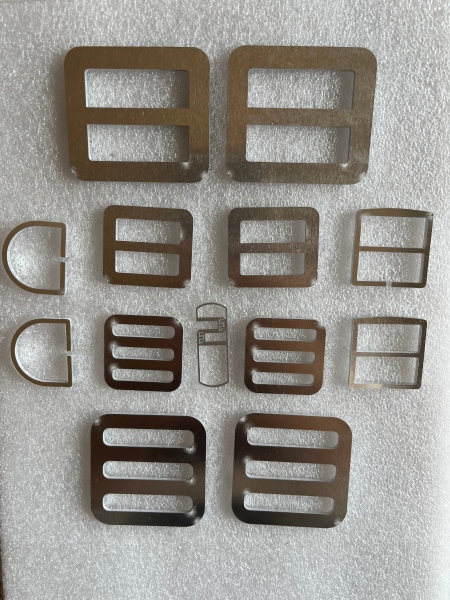
Lightweight High-Strength Buckle Series Material: 6061 Aluminum alloy | Thickness: 2mm | Process: Controlled high-speed laser cutting of thin aluminum alloy with precision edge management. | Value: it achieves an optimal balance of structural strength and light weight, offering corrosion resistance and durability. Suitable for outdoor gear, industrial vehicles, and functional bags. |
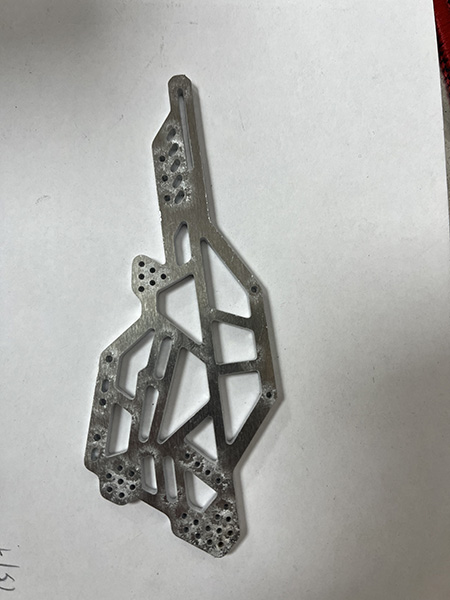
Consumer/Industrial UAV Main Center Plate Material: 6061 Aluminum Alloy | Thickness: 3mm | Process: Ultra-High Power Pulsed Cutting, Low Heat Input Process | Value: Achieves complex, lightweight structures while preserving the material's exceptional strength, with a crack-free kerf and no risk of thermal cracking. |
Heavy Machinery and Structures Material: 1050 Aluminum alloy | Thickness: 4mm | Process: Compressed Air or Nitrogen Cutting with Optimized Nesting | Value: Enables cost-effective production of large-format decorative patterns with flat cut surfaces, ready for direct powder coating. |
|
|
|
|
|
| Send Inquiry Now | Send Inquiry Now | Send Inquiry Now | Send Inquiry Now |
Material-Specific FAQ
|
Q: Why is nitrogen recommended over oxygen for cutting
aluminum? A: Oxygen reacts violently with molten aluminum, producing excessive rough aluminum oxide slag and releasing additional heat that degrades cut quality. High-purity nitrogen effectively excludes oxygen, enabling “fusion cutting” for a smooth, low-oxidation, clean kerf. Q: There's always stubborn hard dross on the back side when cutting aluminum. How is this resolved? A: This is usually caused by insufficient assist gas pressure or purity, preventing complete ejection of molten aluminum and allowing it to re-solidify at the bottom. Our solution uses ultra-high pressure (>20 bar) nitrogen and specialized nozzle design to ensure slag is thoroughly removed. Q: My 7075 aluminum part developed fine cracks along the cut edge, compromising strength. How can this be avoided? A: 7075 and other ultra-hard aluminum alloys are sensitive to thermal stress. We prevent thermal cracking by using ultra-high cutting speeds (significantly reducing heat input), nitrogen or argon shielding, and optimized cutting paths (to avoid heat accumulation). For existing cracks, micro-polishing or re-cutting is recommended. |